Conclusion
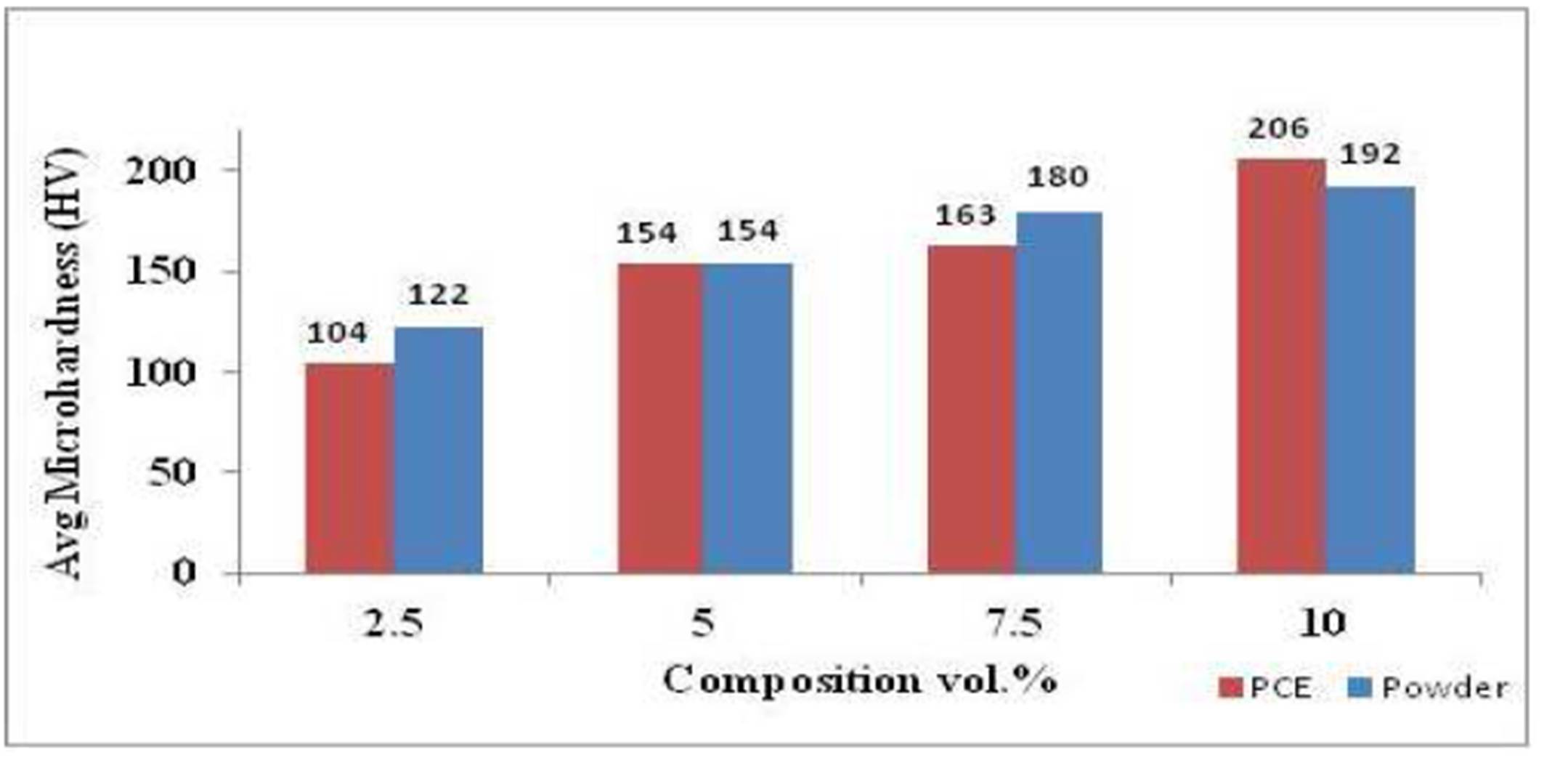
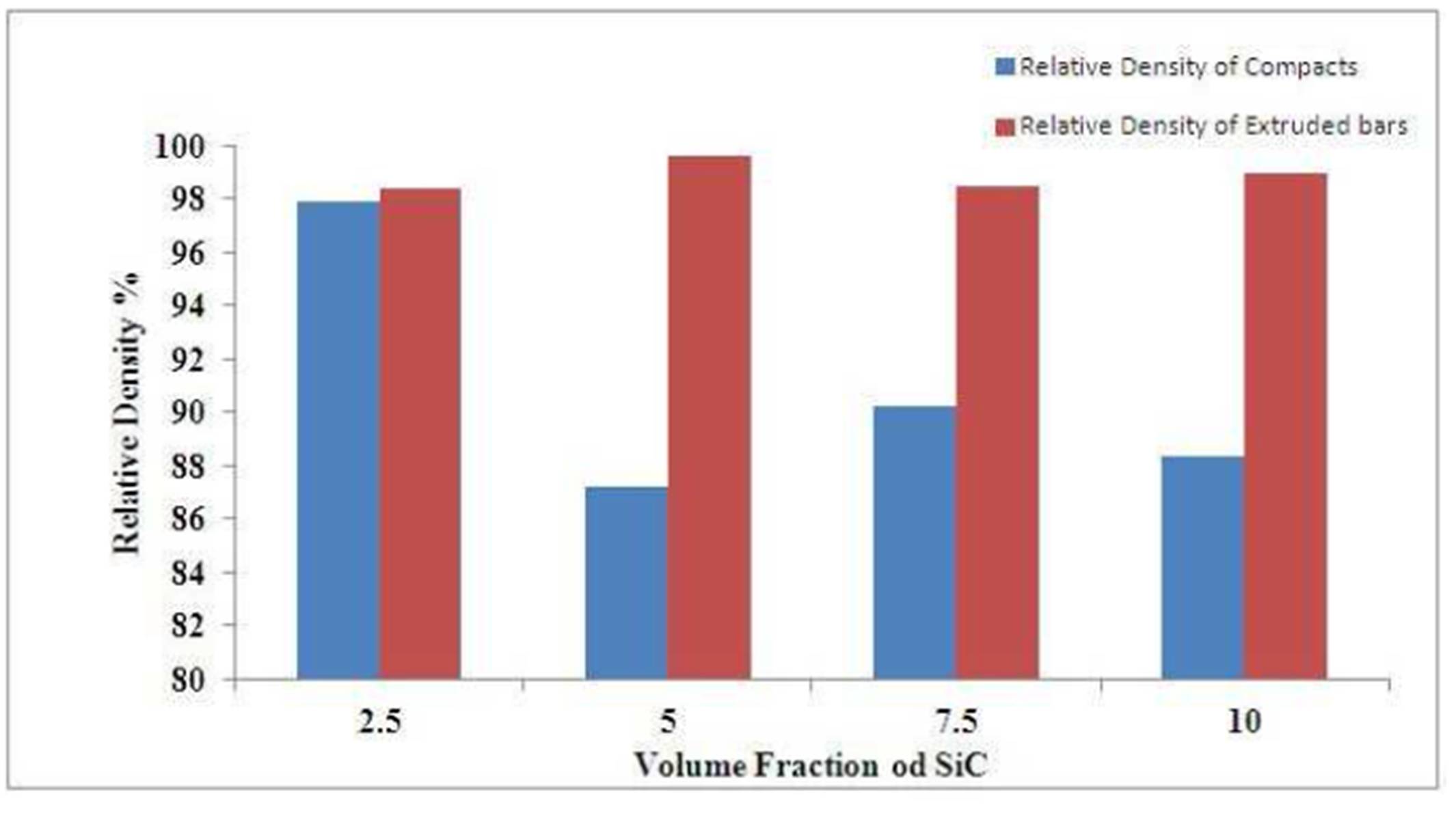
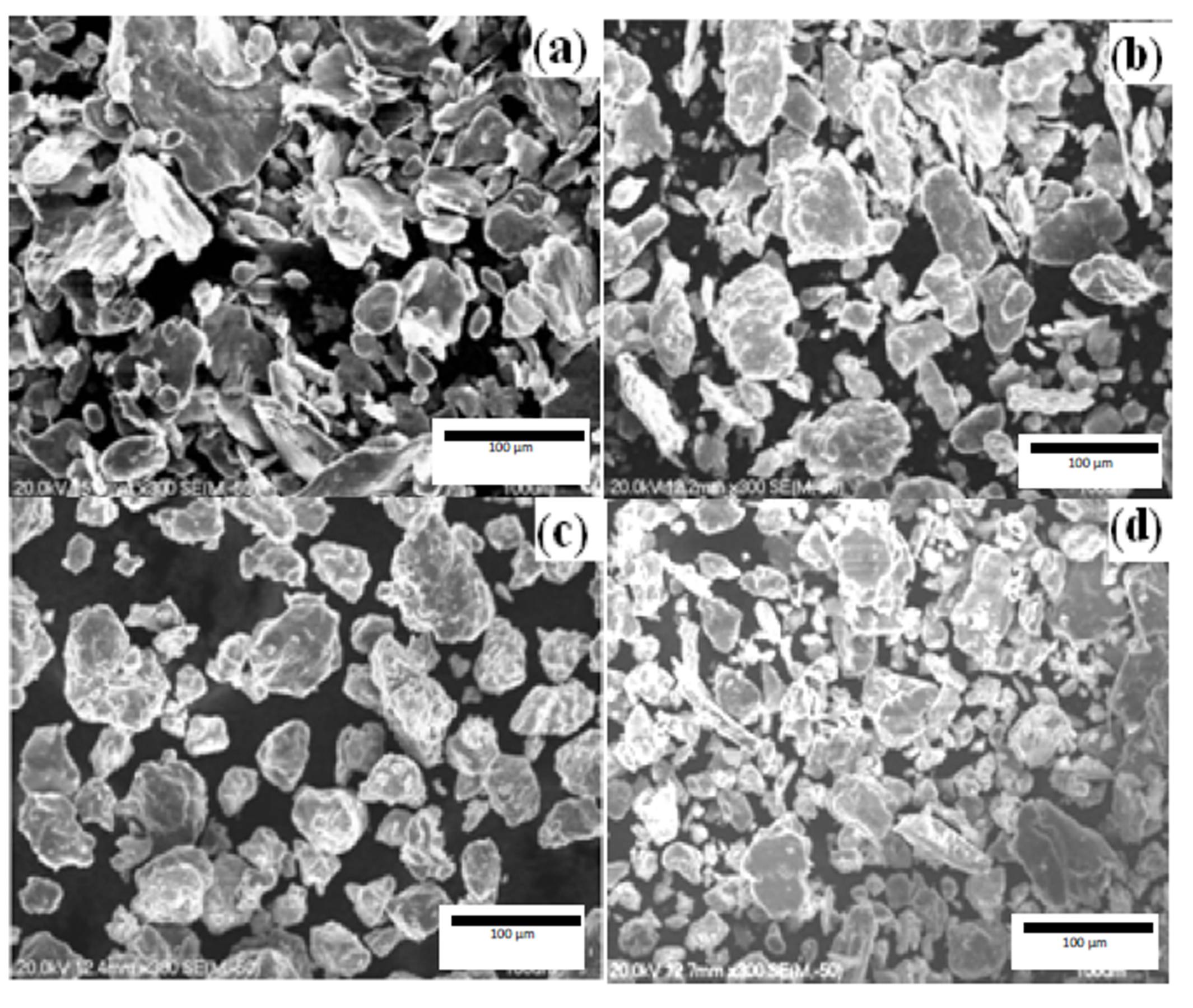
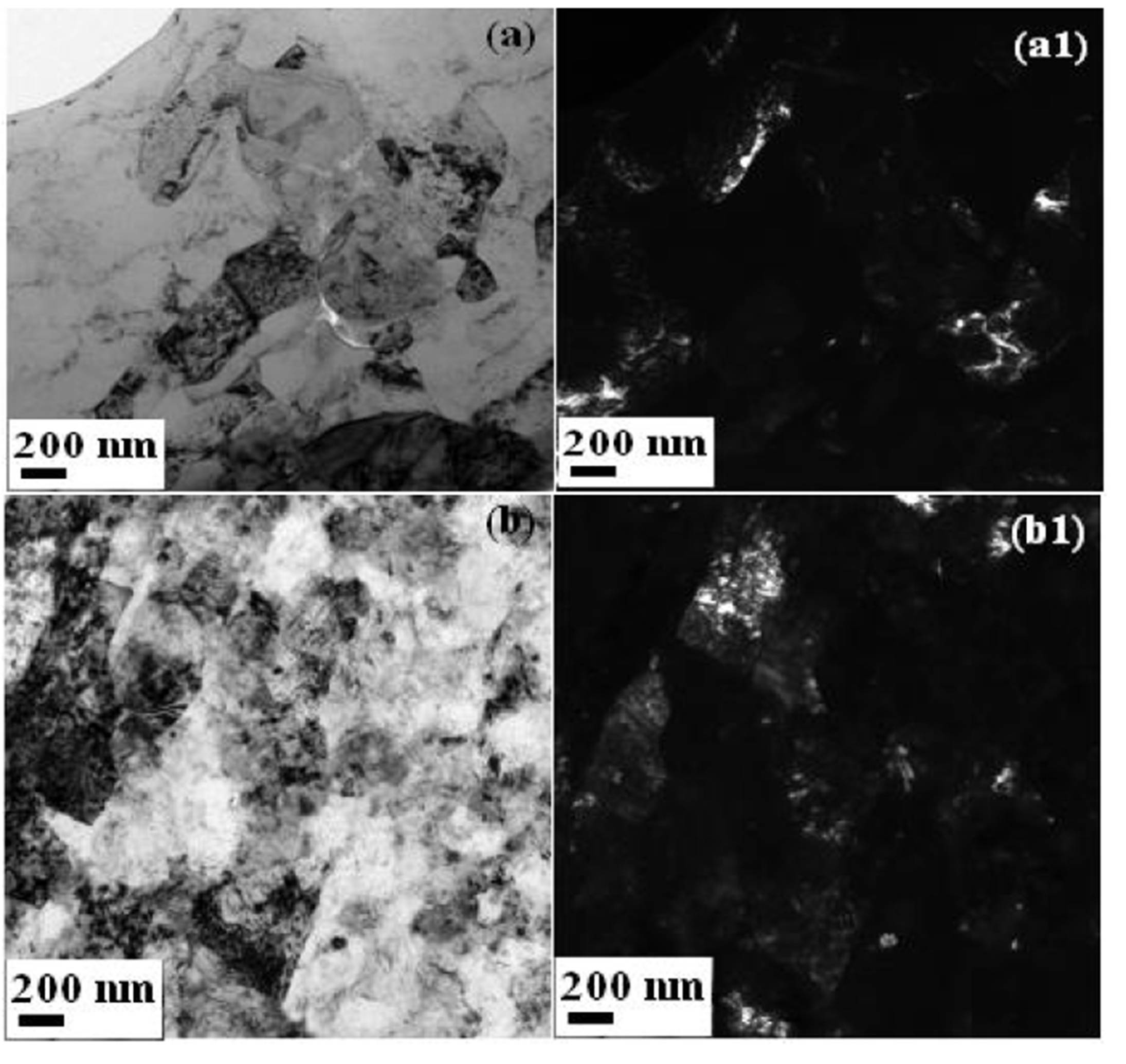
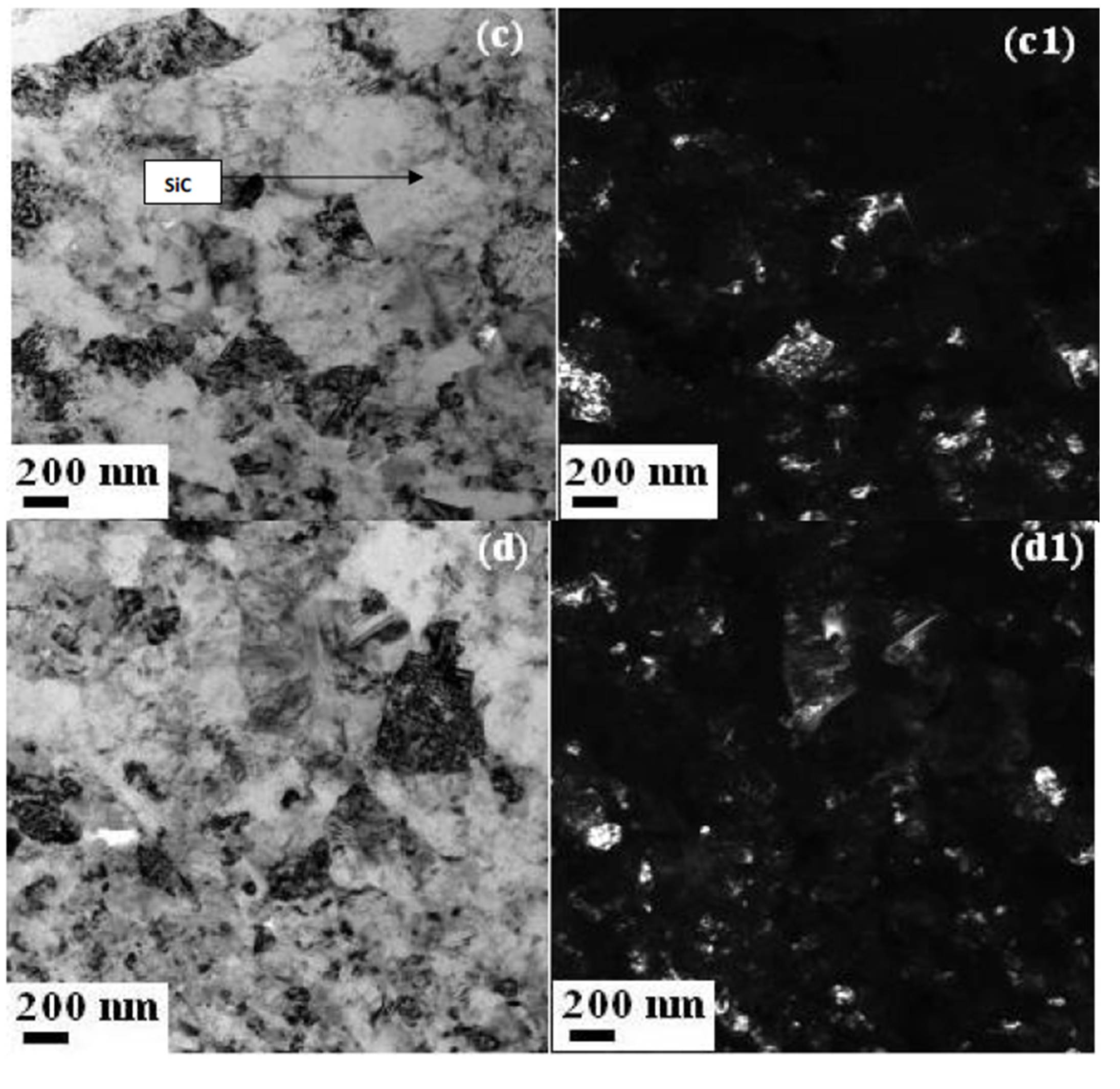
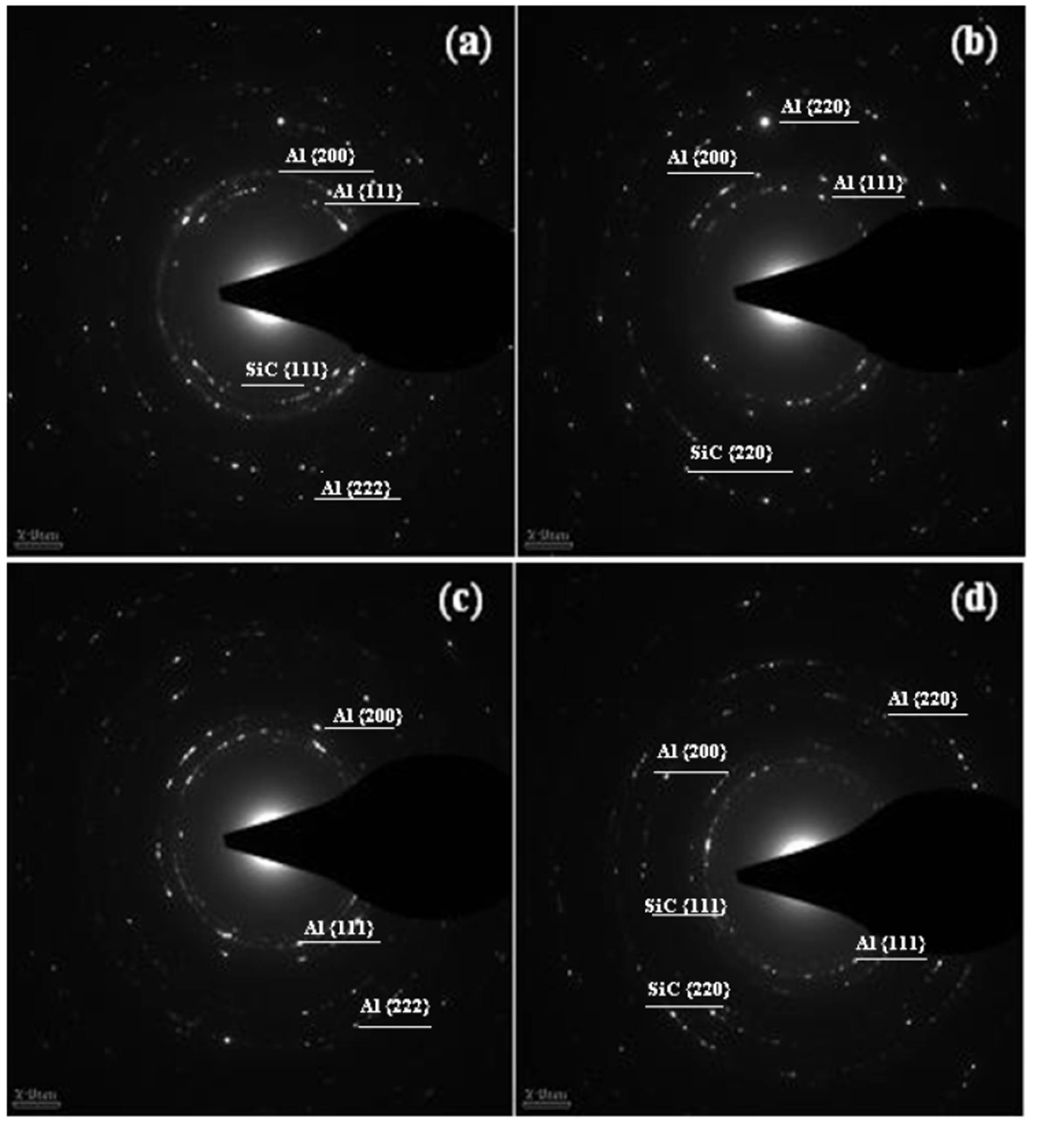
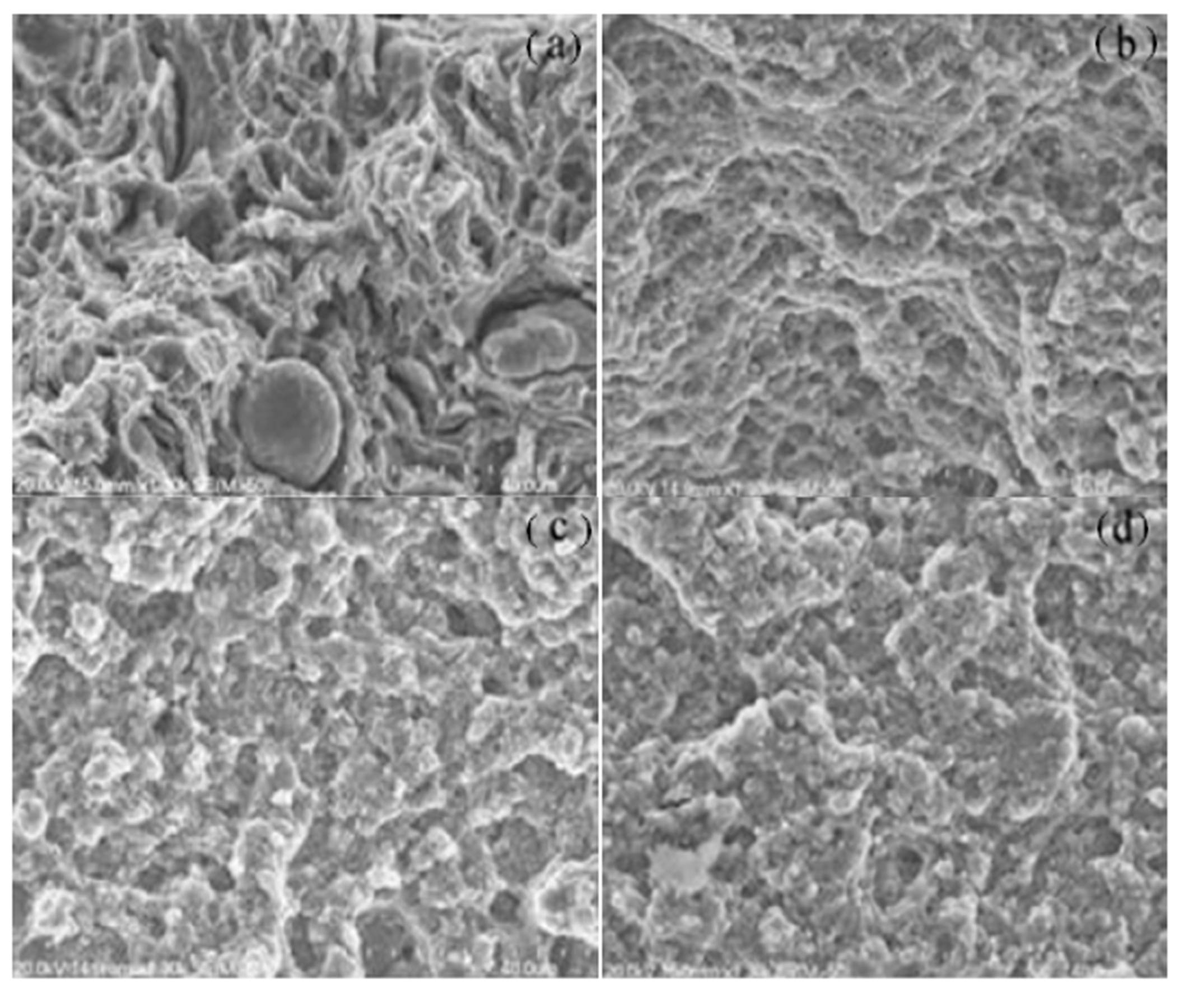
Ultrafine structured Al-4wt.%Cu-(2.5-10) vol. % SiC nanocomposite bars have been produced by a combination of high energy ball milling (HEMM) of mixtures of Al and Cu powders and SiC nanopowder followed by consolidation of the milled powder. Increasing the volume fraction of SiC nanoparticles from 2.5 to 5 % causes the yield strength, ultimate tensile strength and microhardness of the nanocomposites to increase from 98 MPa, 168 MPa and 104 HV to 391 MPa, 400 MPa and 205 HV, showing the high effectiveness of SiC nanoparticles and microstructure refinement in strengthening the material. However, the ductility decreases from 6.8% to 2 %, possibly due to the existence of SiC nanoparticle agglomerates in the Al-4wt%Cu-5vol.%SiC nanocomposite. The ultrafine structured Al-4wt%Cu-(7.5 and 10)vol.%SiC nanocomposite bars fractured prematurely during tensile testing. The possible reason for this may be the existence of SiC nanoparticles agglomerates in their microstructure
References
1. Monazzah A.H, Simchi A. and Reihani S.M.S.(2010) “ Creep behaviour of hot extruded Al-Al2O3 nancomposite powder,” Material Science and Engineering A, 527, 2567-2571.
Publisher – Google Scholar
2. Huang Y.G, Chen Z.G and Zheng Z.Q. (2011) “A conventional thermo-mechanical process of Al-Cu-Mg alloy for increasing ductility while maintaining high strength,” Scripta Materialia, 64,382-385.
Publisher – Google Scholar
3. Ahamed H. and Senthilkumar V. (2010) “Role of nano-size reinforcement and milling on the synthesis of nano-crystalline aluminium alloy composites by mechanical alloying,” Journal of Alloys and Compounds, 505,772-782.
Publisher – Google Scholar
4. Alizadeh M. and Paydar M.H. (2010) “Fabrication of nanostructure Al/SiCp composite by accuulative roll-bonding(ARB) process,” Journal of Alloys and Compounds,492 ,231-235.
Publisher – Google Scholar
5. Wang Z., Song M., Sun C., and Y. He. (2011) “Effect of particle size and distribution on the mechanical properties of SiC reinforced Al-Cu alloy composite,” Material Science and Engineering A, 528, 1131-1137.
Publisher – Google Scholar
6. Kollo L., Leparoux M., Bradbury C.R., Jaggi C., Carreno-Morelli E., and Rodriguez-Arbaizar M. (2010) “Investigation of planetary milling for nano-silicon carbide reinforced aluminium metal matrix composite,” Journal of Alloys and Compounds, 489, 394-400.
Publisher – Google Scholar
7. Gazawi A., Zhang D.L., Pickering K.L. , and Mukhtar A. (2011) “Microstructure and Mechanical Behaviour of Ultrafine Grained Al-4wt%Cu-(2.5-10) vol.% SiC Metal Matrix Composites Produced by Powder Compact Forging,” Advanced Materials Research, 275, 208-213.
Publisher – Google Scholar
8. Kamrani S., Riedel R., Reihani S.M.S., and Kleebe H.J. (08/2007) “Effect of Reinforcement Volume Fraction on the Mechanical Properties of Al-SiC Nanocomposites Produced by Mechanical Allyoing and Consolidation,” Powder Metallurgy, 50(3), 276-282.
Publisher – Google Scholar
9. Goussous S., Xu W. and Xia K. (2010) “Developing aluminium nancomposites via severe plastic deformation,” Journal of Physics Conference, 240.
10. Rahimian M., Ehsani N., Parven N., and Baharvandi H.R. (2009) “The effect of particle size, sintering temperature and sintering time on the properties of Al-Al2O3 composites , made by powder metallurgy,” Journal of Materials Processing and Technology, 209, 5387-5393.
Publisher – Google Scholar
11. Hesabi Z.R., Simchi A., Reihani S.M.S , and Simancik F. (2010) “Fabrication and characterization of ultrafine-grained Al-5vol.%Al2O3 nanocomposite,” International Journal of Nanomanufacturing,” 5, 341-351.
12. Narayanasamy R., Ramesh T., and Prabhakar M.(2009) “Effect of particle size of SiC in aluminium matrix on workability and strain hardening behaviour of P/M composite,” Materials Science and Engineering A, 504,13-23.
Publisher – Google Scholar
13. Ogel B. and Gurbuz R. (2001) “Microstructural characterization and tensile properties of hot pressed Al-SiC composites prepared from pure Al and Cu powders,” Materials Science and Engineering A, 301, 213-220.
Publisher – Google Scholar
14. Kollo L., Leparoux M., Bradbury C.R., Veinthal R., Jaggi C., Carreno-Morelli E., Rodrigues- Arbaizar M. (2010) “Investigation of planetary milling for nano-silicon carbide reinforced aluminium metal matrix composites,” Journal of Alloys and Compounds, 489, 394-400.
Publisher – Google Scholar
15. Kollo L., Bradbury C.R., Veinthal R., Jaggi C., Carreno-Morelli E., Leparoux M. (2011) “Nano-silicon carbide reinforced aluminium produced by high energy milling and hot consolidation,” Materials Science and Engineering A, 528, 6606-6615.
Publisher – Google Scholar
16. Amro A. Gazawi, Deliang Zhang, Charlie Kong, Paul Munroe, unpublished research.
17. Gupta M.,Lai M.O. and Soo C.Y. (1996) “Effect of type of processing on the microstructural features and mechanical properties of Al-Cu/SiC metal matrix composites,” Materials Science and Engineering A, 210, 114-122.
Publisher – Google Scholar
18. Departement of Materials science and Engineering, John Hopkins University.(2003) “Nanocrystalline materials: controlling plastic instability.” Nature Materials, 2(1), 7-8.