National University of Science and Technology “Politehnica” of Bucharest, Romania
Volume 2024,
Article ID 597569,
Communications of the IBIMA,
10 pages,
DOI: https://doi.org/10.5171/2024.597569
Received date: 9 September 2024; Accepted date: 3 December 2024; Published date: 27 December 2024
Academic Editor: Laura Florentina Stoica
Cite this Article as:
Vlad GHEORGHITA and Stefan Alexandru STANCIU (2024)," Innovative Experimental Model for Accurate Verifying The Dimensions Of Industrial Products", Communications of the IBIMA, Vol. 2024 (2024), Article ID 597569, https://doi.org/10.5171/2024.597569
In order for a mechanical part to be manufactured properly to the design specifications and functions required, it must first pass through the engineering quality control process. The implementation of such quality control systems in various industries is necessary and must comply with national and international regulations and requirements. The problem may occur since coordinate measuring machines are expensive and there is no simple and easy-to-use product on the market, thus the authors proposed the design of an experimental model that will measure automatically the dimensions of parts through the analysis and processing of images taken from web cameras. The resulting system is cost-effective, easy to implement, time-saving, and reduces human error. Key components will be 3D printed using Fused Deposition Modeling, with a focus on modular assembly for seamless integration. The analysis of the dimensions is made through image processing algorithms using simple processes like improvement and noise reduction to complex tasks like object recognition and segmentation ensuring, after numerous tests, the appropriate level of brightness and contrast. Because of the benefits of virtual and graphic programming, as well as the simplicity of interacting with future users, LabVIEW was selected as the tool to be used. The purpose of this control system is to reduce the costs caused by the possible occurrence of defects and therefore to reduce the time of production.
Controlling the dimensions of some parts within some industrial products is an essential activity to ensure the avoidance of possible scrap within production. Image analysis and processing is a technique practiced to increase productivity, quality and efficiency in various industrial processes. It supports people who, although they perform their tasks related to performing visual inspection and quality control, they cannot work for a long period of time because they get tired. Another problem would be the non-compliance with the rules regarding the process of measuring the dimensions of some machined parts. The purpose of this work is based on the efficiency of checking the dimensions of mechanically processed products by analyzing and processing images obtained with the help of two video cameras positioned in such a way as to acquire the necessary files, but also by implementing a system of Poka-Yoke type.
In their paper, Aryskin et al (2021) used the term “cyberphysical system” to refer to the combination of numerous electromechanical components (sensors, input devices or tachometers), an operating system, a computing platform, and a “network structure”. In order to increase production and product quality, tasks for implementing smart manufacturing components are specified and examples of their application on particular “Techfom” robotic industrial line complexes are presented.
A research study by Ciora (2014) explored the current uses of pattern recognition and image processing in industrial engineering. The definition of the function of vision in an industrial setting was followed by the presentation of various image processing methods, feature extraction, object recognition and industrial robotic guidance. Additionally, instances of how these methods have been applied in the business world are showcased. These applications include robot control, process control, part identification and automated visual inspection.
The researchers analyzed the combination of hardware and software components that forms the foundation of the Industry 4.0 revolution, moving towards a more intelligent, self-aware, self-configurative and self-optimized structure that can anticipate issues and initiate preventive actions to minimize production stoppages (Dopico, 2021). It can also comprehend the entire production process lifecycle to be prepared to adapt to new and constantly changing environments. This transformation has four primary challenges: improving energy and resource efficiency; cutting time-to-market; enhancing flexibility to enable nearly customized mass production; and progressively modernizing the current infrastructure.
The experiment in the study by Drofova (2020) examines how lighting and surroundings affect the quality of the scanned area’s image using a 3D scanner, confirming the impact of white areas on noise-induced image degradation, particularly in shadowed areas. This had an impact on the image data at specific point locations inside the point cloud. The basic brightness and contrast parameters have been boosted by + 90 % in order to improve the quality of the image and to suppress the sounds.
The outcomes of creating and testing a novel software and information platform are presented in this work by Eprikov et al (2009). It gives the user a centralized way to access the software environment for controlling different robots, including operation and remote reprogramming while the robots are in use. The following opportunities result from this: lower costs associated with developing control programs; the ability to make operational adjustments, including those made directly during robot operation; higher utilization efficiency of developed technical means for improving robotics and IT students’ educational processes; higher coefficient of use of educational equipment; and lower costs associated with parallelizing access to robots.
One of the most crucial instruments in total quality management is the Poka-Yoke method [6]. Because errors are prevented at the source, efficient Poka-Yoke increases production while minimizing waste (waste from rework and scraps). Poka-Yoke may have certain practical limits, but these can be solved in order to achieve the goal of making products with zero fault, waste and delay; these limits have been proved by Kumar et al (2016).
A thorough analysis of the current standards for facilitating the automation of manufacturing systems and processes is provided by Lu et al (2009). The multiple future-proofing industrial automation scenarios are described through the integration of multiple current standards, with an emphasis on addressing the evolving demands of efficient production of highly customized products. The groundwork for creating smart manufacturing solutions has been established by the automation standards. By disseminating, adopting, and improving pertinent standards in a need-driven manner, it will be possible to predict a quicker, more comprehensive, and deeper deployment of smart factory automation.
In their paper by Tomescu et al (2022), the authors used Particle Image Shadowgraph (PIS), an accurate and efficient technique, to determine the particle size probability distribution and particle diameters to contribute to a better understanding of the complexity of the formation of oil droplets suspended in the compressed gas.
The Experimental Model
The system for checking the dimensions of the components can be described in a simplified way by the following steps:
The operator at the workstation is announced via a speaker that he must place the component in the device.
The component is oriented and fixed in the special clamping system of the device and a button is pressed to start the check. Confirmation of the start of the verification process is done by lighting a LED and turning on the speaker.
Acquire the necessary images from the video cameras positioned one above and one on the side of the device to perform the measuring of the desired dimensions through image processing.
The platform on which the component is placed will rotate from 90o to 90o whenever necessary to acquire a sufficient amount of images from the camera positioned on the side of the device.
The dimensions are cataloged into three categories and displayed in the application in the form of lighting of LEDs, as follows: good part with the abbreviation “B”, in this case a green LED will light up; recoverable scrap with the abbreviation “RR” in this case where a yellow LED will light up; and irretrievably rejected with the abbreviation “RI” where a red LED will light up.
The dimensions are saved in the database along with other information such as: workstation name, operator name, component name, date and time.
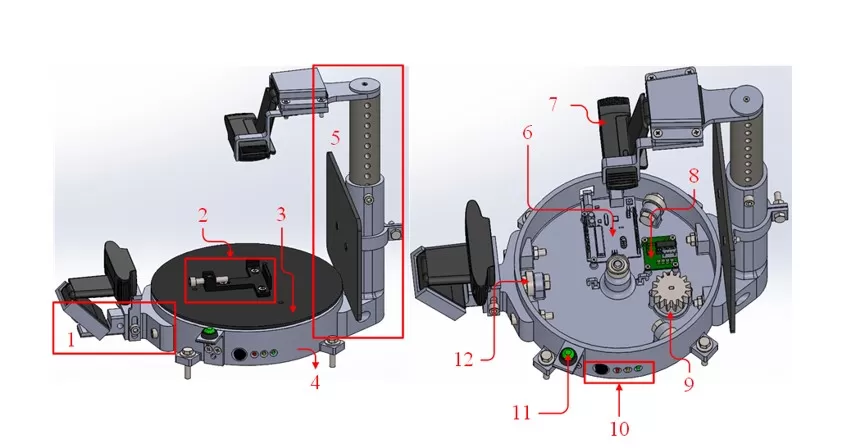
The essential elements for supporting the video cameras, rotating the turntable, but also for assembling the electronic components are presented. Figure 1 shows the main components of this device:
1 – The subassembly that consists of an extension with support, but also with a limiter for fixing and adjusting the video camera.
2 – Vise used to manually grip and fix the component.
3 – Turntable with internal cylindrical gear with straight teeth that allows the part to rotate at various angles.
4 – Base that allows supporting electronic components, but also non-electronic ones.
5 – The subassembly made up of component elements with the role of supporting and adjusting position of the video camera. It has a background for obscuring unwanted elements captured by the video camera.
6 – Microcontroller used to control the other electronic components.
7 – Video cameras used for high quality image acquisition.
8 – Driver that allows controlling the motor step by step.
9 – Stepper motor that rotates the platter by engaging the gear wheel assembled on its axis with the gear wheel integrated in the platter.
10 – System that allows the display of the answer to the check in the form of LEDs of different colors, but also to notify the operator through a loudspeaker.
11 – Bearings that allow the plate to move freely.
Fig 1. The 3D model (Source: Own)
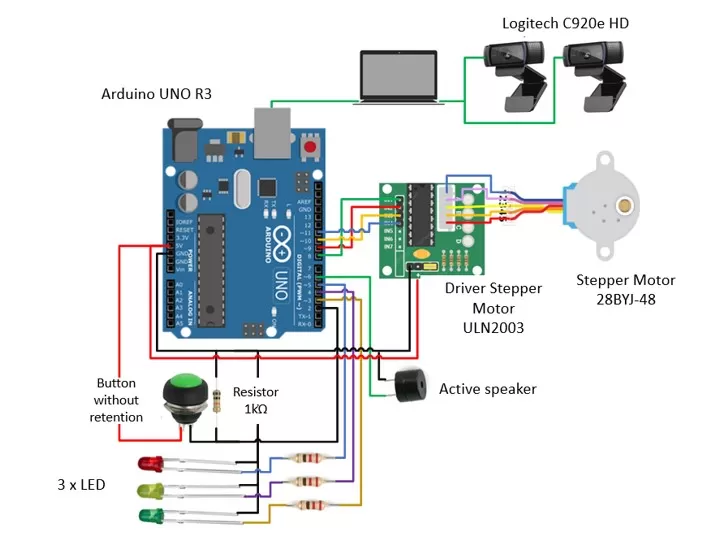
The components were 3D printed through Fused Deposition Modeling, an extrusion-based 3D printing technology. Electronic components have been selected according to specific technical characteristics, purchased and individually tested to ensure that they work properly. The base was designed in such a way as to allow a better assembly of electronic components, but also of other non-electronic components. In figure 2, an electrical diagram containing the electronic components with the connections made is shown.
Fig 2. Wiring diagram (Source: Own)
The video cameras and the microcontroller are connected to a laptop. Video cameras are used for image acquisition, and the laptop allows the analysis and processing of images from the video cameras to verify the dimensions. At the same time, the laptop will also send the response after the verification through the Arduino microcontroller to the three LEDs of different colors, but also to the server for storing the dimensions along with information such as: the name of the workstation and of the operator, the date and time at which the check was carried out.
The speaker fulfills two important functions, namely to announce the control interval, but also to confirm the start and completion of the verification process. In order to control the 28BYJ-48 stepper motor, a ULN2003 driver was used that allows signal amplification, which is why the Arduino microcontroller cannot directly transmit the pulses to the motor.
To protect and increase the life of the LEDs, resistors with a resistance of 220 Ω were connected. The button is non-retentive and has a “pull-down” connection with a resistor with a resistance of 1 kΩ, so that when it is pressed it sends a value of 1 for True, and otherwise a value of 0 for False, so the verification process will start depending on the answer given when the button is pressed.
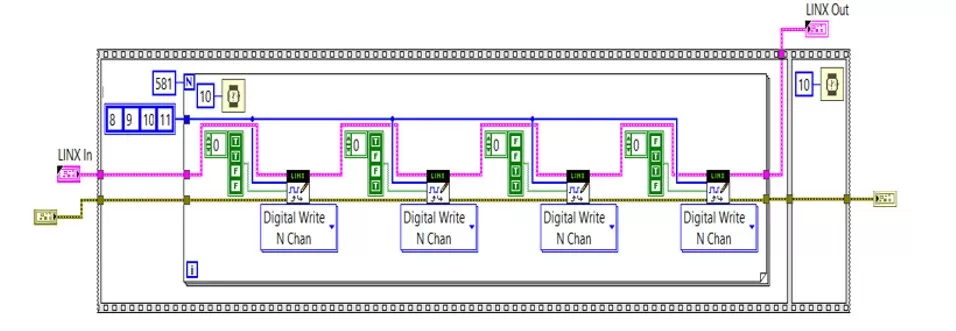
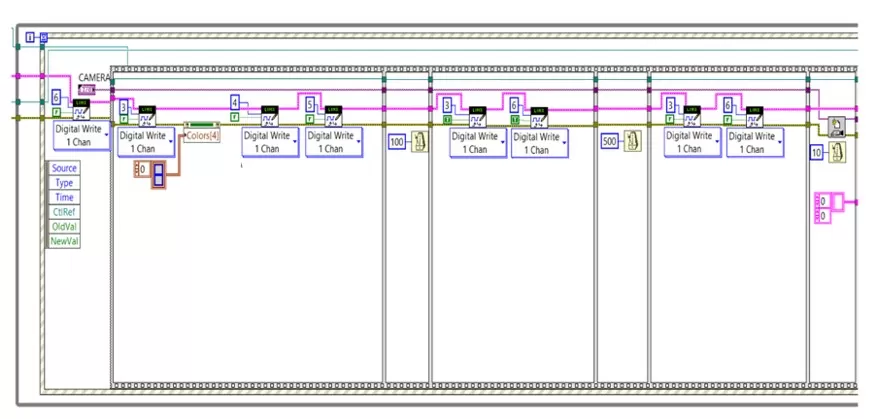
To control the stepper motor, a program was created in the LabVIEW programming environment and the Linx module was used to communicate with the Arduino microcontroller. This program will be used as a subVI in the dedicated device program. It can be seen in figure 3 from left to right how the application opens a communication port and iterates a For Loop 581 times. This value was given through repeated trials and it was found that this number is equivalent to an angle of 90o. The application transmits through the four pins a set of combinations of values of 1 or 0 to allow electrical current to pass through the four coils inside the stepper motor. It was also chosen to introduce a “Wait” function of 10 milliseconds both inside the loop and after it. The “Flat Sequence” structure allows better organization in terms of running the application.
Fig 3. Step by step motor control application (Source: Own)
Image Analysis and Processing Application
This application for image processing was made using the NI Vision Assistant module. Figure 4 shows that the part was analyzed using functions from the NI Vision Assistant library. The most important functions used are:
Color Threshold – selects objects against the background according to color.
Advanced Morphology – cleans the image of unwanted particles according to some criteria.
Shape Detection – identifies if there are circles present in the image and is used to extract the radius in pixels, but also to extract the coordinate of the center of the circle.
Particle Analysis – identifies the particles present in an image and displays the length, width, but also the coordinates of the points that form the respective particle.
The application is used in the form of a script generated by the NI Vision Assistant module as a subVI for both the device’s top and side cameras. The values obtained in pixels are correlated with the dimensions of the part in reality using the simple rule of three, so the application is taught to measure accordingly. Brightness as an image value and contrast are essential tools for improving image quality.
Fig 4. The application made in NI Vision Assistant (Source: Own)
Them the script was exported in a LabVIEW application that has a user friendly interface that displays a series of information for the operator. It has a panel with two tabs called “Operator” and “Moderator”. The “Moderator” panel contains details such as the name of the workstation, but also details about the connections of the microcontroller and the two video cameras made with the USB ports on the laptop. The “Operator” panel contains: an “Image Display” indicator for displaying the image acquired by the video cameras; three Boolean indicators of which one is for start, the second is to warn the operator of approaching the control interval, and the third is to indicate the state of the part. The measured dimensions next to the check response are displayed in a matrix with: date and time; the name of the workstation, the name of the operator, but also of the component. The measuring accuracy of the designed system is 0.01 mm.
Fig 5. Application interface (Source: Own)
At the start of the application, all pointers are initialized to 0 to avoid residual data. This aspect will also happen when the “Stop” button is pressed. The whole application runs continuously in a “While” structure and inside it the “Event” structure was used to manage each event and minimize the use of processor resources. When the button of the device is pressed, the three LEDs will receive the value False through the “Digital Write” function, and the speaker and the green LED will turn on and off after 500 milliseconds.
Fig 6. Confirmation of the start of the verification process (Source: Own)
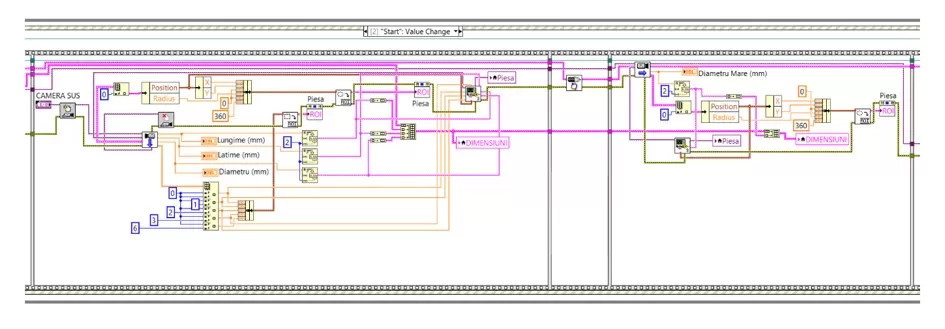
Once the start of the verification process is confirmed, the camera on the side of the device will acquire a vertical image of the part analyzed and will measure a first dimension which is the height of the part. The platen will rotate 90o so that another image can be acquired with the side camera and the diameter of a hole will be measured; all these dimensions are later saved in an array.
Once the image acquisition with the side camera is complete, it will disconnect and the other camera positioned above will acquire an image in the horizontal plane, thus measuring the length, width and diameter of the part. The table will rotate the part 90o clockwise, and the side camera will take one last image to measure the diameter of a circle. All the connections can be analyzed in the Block Diagram from the following figure.
Fig 7. Block Diagram of the LabVIEW VI (Source: Own)
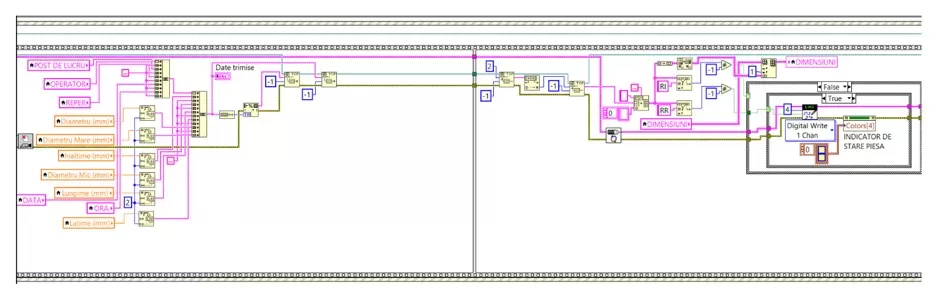
All these dimensions are sent along with other information to the server by means of a protocol called TCP (Transfer Control Protocol) which has been open since the start of the program. In figure 8, it can be seen that data are received from the server through the TCP protocol, which also contains the response after checking the dimensions. With the help of the “Search 1D Array” function, it is searched if there are dimensions that attest to which category the part belongs. A “Flat Sequence” structure was used to create a source code to be executed in chronological order.
Fig 8. Receiving the response after verification from the server (Source: Own)
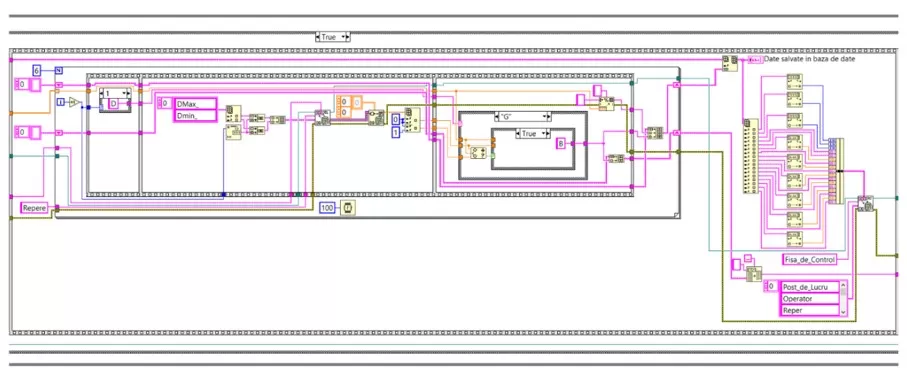
The server is another essential part in the communication between the device and the database. It has the role of receiving, processing, and transmitting data both from the device to the database and vice versa. Figure 9 shows one of the most important codes within this sever. In the first phase, data such as the name of the workstation, operator, date and time are extracted and stored in a vector. From this vector only the dimensions are extracted. Based on the ID extracted for the component, it is checked whether the measured size is between a minimum and a maximum size. These limit sizes are pulled from a database based on the ID. The measured dimensions will be stored in a database along with the categories they belong to. At the same time, the server also deals with the allocation of operators and milestones according to the work station. Thus, two repetive While structures were used, where one is for allocations, and the other is for size checks.
Fig 9. Block Diagram from the VI for checking the dimensions (Source: Own)
A database was created to store information about operators, components and workstations. The storage of the dimensions and the category to which they belong is done in a table along with some additional details such as the job, the name of the operator, but also the date and the time. The other table has the role of indicating which milestone must be processed, but also who will be assigned as an operator to the respective workstation.
Conclusion
After the market analysis, it was found the need to create a new simple measurement system for checking the dimensions of industrial products. The main purpose of this study was the creation of a fully functional new product made with the lowest possible cost through 3D printing. An analysis was made on the results obtained by the new created system between the dimensions calculated by the proposed method and the real dimensions of the objects. If the dimensions of the measured surfaces have a precision of two decimal, the image analysis determines the real results. Parts with different configurations with circular and flat surfaces were tested. The restrictions on the working conditions, in order to keep the errors within the established minimum limits, are represented by ensuring suitable lighting conditions, ensuring contrast and eliminating noise from images.
The tools NI Vision Assistant and LabVIEW were chosen for the advantages represented by virtual and graphic programming and the ease of interaction with the future user. Production time decreased with 10 % during the analyzed time period in the company where the new system was used due to the elimination of the time lost with manual measurement of dimensions; therefore, the production capacity has increased. These image processing-based inspection systems are absolutely necessary for increasing productivity, quality, and efficiency in industrial processes. The device can be easily modified to measure different parts with different geometric configurations thanks to the presence of camera extensions for adjusting the distance from the camera to the part and the clamping system on the replaceable turntable. A dedicated web interface can be created for the staff from the Technical Quality Control Department for an easier and more useful visualization of the dimensions stored in the database. Future research directions will be represented by several tests using different components with complex configurations and surfaces with different materials, the aim being the analysis of the effectiveness of the results and the response time. Another subsequent development is represented by the creation of a web service to transmit the data obtained from the measurements.
References
Aryskin, A, Grigoriev, A; Petrakov, M; Pryanichnikov, V, Travushkina, A and Travushkin, A. (2021), ‘Industry 4 0 – Automation in the Conditions of Reconfiguration of Production Lines’, Proceedings of the 32nd DAAAM International Symposium, 0660-0665, Published by DAAAM International, ISBN 978-3-902734-33-4, Austria,
Ciora, R.A. and Simion, C. (2014), ‘Industrial Applications of Image Processing’, Acta Universitatis Cibiniensis – Technical Series, Vol. LXIV, No. 1, 17-21, De Gruyter Open, Romania, DOI: 10.2478/aucts-2014-0004
Dopico, M.;, Gomez, A., De la Fuente, D., Garcia, N., Rosillo, R. and Puche, J. (2016), ‘A vision of Industry 4.0 from an artificial intelligence point of view’, International Conference on Artificial Intelligence (ICAI 2016 – WORLD- COMP 2016), 407-413, USA: CSREA Press, ISBN 1-60132-438-3
Drofova, I., Adamek, M and Mach, V. (2020), ‘The 3D Scanning Image Quality of the Interior with the Mirror Surface’, Proceedings of the 31st DAAAM International Symposium, 0826-0830, Published by DAAAM International, ISBN 978-3-902734-29-7, Austria, DOI: 10.2507/31st.daaam.proceedings.115
Eprikov, S.; Kim, V.; Pryanichnikov, V.; Prysev, E. and Punenkov, O. (2019), ‘Cloud Platform for Robotariums with Wireless Coverage Networks, Ensuring Service Robots with Parallel Simulation’, Proceedings of the 30th DAAAM International Symposium, 1160-1165, Published by DAAAM International, ISBN 978-3- 902734-22-8, Austria DOI: 10 2507/30th daaam proceedings 163
Kumar, R, Dwivedi, R.K., and Verma, A. (2016), ‘Poka-Yoke Technique, Methodology & Design’, Indian Journal of Engineering, Vol. 13, No. 33, 362-370, ISSN 2319-7757
Lu, Y.; Xu, X. and Wang, L. (2020), ‘Smart Manufacturing Process and System Automation – A critical Review of the Standards and Envisioned Scenarios’, Journal of Manufacturing Systems, Vol. 56, 312-325, DOI: 10.1016/j.jmsy.2020.06.010
NI Vision Assistant Tutorial Manual, National Instruments, August 2014 Edition, Part Number 372228A-01
Tomescu, S., Enache, M., Vișan, N. and Florean, F. (2022), ‘Experimental Measurements using Shadowgraph System on the Screw Compressor’, U.P.B. Sci. Bull., Series D, Vol. 84, Issue 1, 2022, ISSN 1454-2358